
New Products
July 04, 2016
ARACHNOPHILIA
Synthetic spider silk could be the biggest technological advance in clothing since nylon

Written by Marc Bain
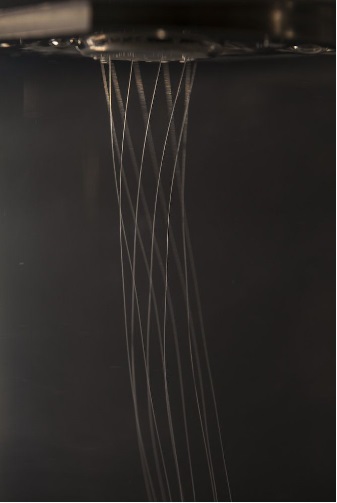
No spiders were involved in making this spider silk. (Bolt Threads)
Spider silk’s qualities are nearly mythical. Its tensile strength is comparable to steel’s. Yet it is lighter, and can be as stretchy as a rubber band. Those traits in combination make it tougher than Kevlar. To give you an idea: If the spider webs that shoot from Spider Man’s wrists were real spider silk, the superhero could genuinely have pulled the runaway train to a halt in that dramatic scene in Spider Man 2.
So it’s no surprise that the race is on to create a synthetic version.
After years of hype and false starts, including one now-bankrupt effort that involved genetically modified goats producing it in their milk, a few companies think they’ve figured it out. The two leading the pack are Spiber, a Japanese company, and a California-based startup called Bolt Threads. Bolt Threads believes it has the edge, and that spider silk is only the beginning of what it can do.
Just like spider silk.(Bolt Threads)
“We make protein microfibers, and they are inspired by nature, starting with spiders,” says Sue Levin, Bolt Threads’ chief marketing officer. “But we can riff off that in literally infinite directions.”
A real spider generates silk in specialized glands in its abdomen, and creates the silk strands using a spinning organ called a spinneret. Some spiders produce up to seven types of silk, each with its own purpose and attributes.
But unlike silkworm silk, which silkworms produce to make their cocoons (the stuff used for diaphanous dresses and smart neckties), spider silk can’t be farmed in large quantities because spiders are cannibals, and will eat one another in close quarters.
Bolt Threads doesn’t use spiders to make its silk. The principle ingredients are genetically modified yeast, water, and sugar. The raw silk is produced through fermentation, much like brewing beer, except instead of the yeast turning the sugar into alcohol, they turn it into the raw stuff of spider silk. Bolt Threads spins that into threads using a method similar to the wet-spinning process used to create cellulose-based fibers such as Lyocell. Levin says it’s molecularly the same as natural spider silk, except for a few deliberate variations that only a chemical biologist would recognize.
Synthetic spider silk could be used for everything from automobile parts to medical devices to performance outdoor gear, which is the area that’s attracting some of the most attention thus far. Bolt Threads recently announced a $50 million round of funding, as well as a new partnership with the outdoor brand Patagonia, which demonstrates a major vote of confidence in its technology.
Neither Bolt Threads nor Patagonia will give details on what products they’re working on just yet, but Matt Dwyer, Patagonia’s director of material innovation, promises when something does come out, it will be “awesome.”
“We think they’ve cracked the code,” he says. “For them to have come up with this capability… is just the kind of stuff that blows your mind.”
The company says it is on the verge of a decades-long textile revolution.
Bolt Threads says it is on the verge of a decades-long textile revolution, similar to the one that the chemical giant DuPont kicked off in the 1930s when it invented nylon. Made from chemicals found in petroleum, nylon was the first true artificial fiber. It led to many of the synthetics used in our clothes and just about everywhere else today, including polyester, Lycra, and Kevlar, the materials that make up the growing high-performance clothing industry.
“It all comes basically from the same building blocks,” Levin says of those DuPont creations. “That’s exactly what we’re saying, except our building blocks are proteins, not hydrocarbons.”

“This is deep science,” Levin says.(Bolt Threads)
What that means is the company can theoretically mimic, or even improve upon, any natural, protein-based fiber, such as wool. Natural fibers have evolved for performance over thousands of years. They can be tougher, as well as more comfortable, than synthetics.
Steve Arcidiacono, a microbiologist at the US Army’s Natick Solider Systems Center, which researches and develops products such as clothing for soldiers, says the US military has been following the progress of companies such as Bolt Threads, as spider silk itself. “With genetic engineering, they can engineer functionality right into the fiber,” he says.
He believes it’s “theoretically” possible for manmade, protein-based fibers to replace some widely used synthetics, such as nylon. The appeal to the US military is clear. It relies on nylon for its strength, but when heated enough, nylon melts rather than burns. That’s dangerous for soldiers in combat situations. Protein-based fibers don’t do that, and could be lighter and stronger.
The issues holding back manmade spider silk have always been producing it in large quantities and developing the right spinning process. Arcidiacono believes that if these companies have solved these issues as they claim, we could see their products appearing in targeted applications first, and then spreading widely through the consumer market.
Protein-based synthetics have another big advantage: They’re far more sustainable than products derived from oil. The ingredients are all renewable, and unlike petroleum-derived fabrics, they’re biodegradable. Bolt Threads says its silk also requires fewer toxic chemicals for dyeing, which is one of the dirtiest parts of making fabric, and according to Levin, it will eventually be able to deliver inherently colored silk, cutting out the dyeing step altogether. And because the company is developing new manufacturing methods just to create their product, the goal is to build them to be cleaner than current technology.
Most of Bolt Threads’ competitors use a different method, employing genetically modified E.coli bacteria to create their silk. Spiber uses E.coli, too, though it says it uses different microorganisms depending on the gene sequences it wants to make. To date, the company says it has designed and synthesized more than 600 original proteins, based on types that exist in nature, but with some modifications to their amino-acid makeup.
Spiber has already made a spider-silk parka in collaboration with Goldwin, the Japanese sportswear brand that also serves as The North Face’s Japanese distributor. The Moon Parka is set to go on sale in limited quantities under The North Face name this year, but it’s not cheap—and that’s even when it’s priced lower than it should be. The version of the parka that uses conventional materials costs 80,000 yen ($768). A senior executive told Bloomberg that the synthetic spider-silk version should be priced “much higher,” but they’re limiting it to no higher than 120,000 yen, he said, so that people buy them.

Spun in limited quantities.(Spiber)
Spiber’s other challenge is scaling up production. “We are currently at pilot scale, and working towards moving into mass production in the near future,” a spokesperson for the company said.
The company has more announcements forthcoming, but Bolt Threads may have some key advantages. Even though it won’t have a product on the market first, it’s already producing silk in kilos, and plans to start churning silk out on the order of metric tons this year. It plans to have some demo textiles and even a few products up for sale in the next 12 to 18 months, too. Levin says using yeast is also “significantly less expensive” than using E.coli. They expect their fabric to cost about as much as other premium fabrics, such as high-end wools or natural silk.
That’s where the real challenges lie for synthetic spider silk, whether it’s made by Bolt Threads, Spiber, or anyone else. It will likely only find a mass audience if it offers a performance advantage and is competitive on cost. Synthetics can range in price, but there are plenty of inexpensive options available, and it’s arguably not evident that spider silk could offer enough of a performance advantage in a jacket to justify the price premium at this point.
Both Levin and Dwyer at Patagonia emphasize one point over and over, though. They aren’t just thinking about the potential of protein-based synthetics over the next year. They’re thinking about it over the next decades.
Feb.14, 2015
New catalyst process uses light, not metal, for rapid polymerization
14 January 2015
by Melissa Van De Werfhorst
Metal-free atom transfer radical polymerization uses an organic-based photocatalyst. Credit: Peter Allen, UCSB
A team of chemistry and materials science experts from University of California, Santa Barbara and The Dow Chemical Company has created a novel way to overcome one of the major hurdles preventing the widespread use of controlled radical polymerization.
In a global polymer industry valued in the hundreds of billions of dollars, a technique called Atom Transfer Radical Polymerization is emerging as a key process for creating well-defined polymers for a vast range of materials, from adhesives to electronics. However, current ATRP methods by design use metal catalysts, a major roadblock to applications for which metal contamination is an issue, such as materials used for biomedical purposes.
This new method of radical polymerization doesn’t involve heavy metal catalysts like copper. Their innovative, metal-free ATRP process uses an organic-based photocatalyst—and light as the stimulus for the highly controlled chemical reaction.
“The grand challenge in ATRP has been: how can we do this without any metals?” said Craig Hawker, Director of the Dow Materials Institute at UC Santa Barbara. “We looked toward developing an organic catalyst that is highly reducing in the excited state, and we found it in an easily prepared catalyst, phenothiazine.”
“It’s “drop-in” technology for industry,” said Javier Read de Alaniz, principal investigator and professor of chemistry and biochemistry at UC Santa Barbara. “People are already used to the same starting materials for ATRP, but now we have the ability to do it without copper.” Copper, even at trace levels, is a problem for microelectronics because it acts as a conductor, and for biological applications because of its toxicity to organisms and cells.
Read de Alaniz, Hawker, and postdoctoral research Brett Fors, now with Cornell University, led the study that was initially inspired by a photoreactive Iridium catalyst. Their study was recently detailed in a paper titled “Metal-Free Atom Transfer Radical Polymerization,” published in the Journal of the American Chemical Society. The research was made possible by support from Dow, a research partner of the UCSB College of Engineering.
ATRP is already used widely across dozens of major industries, but the new metal-free rapid polymerization process “pushes controlled radical polymerization into new areas and new applications,” according to Hawker. “Many processes in use today all start with ATRP. Now this method opens doors for a new class of organic-based photoredox catalysts.”
Controlling radical polymerization processes is critical for the synthesis of functional block polymers. As a catalyst, phenothiazine builds block copolymers in a sequential manner, achieving high chain-end fidelity. This translates into a high degree of versatility in polymer structure, as well as an efficient process.
“Our process doesn’t need heat. You can do this at room temperature with simple LED lights,” said Hawker. “We’ve had success with a range of vinyl monomers, so this polymerization strategy is useful on many levels.”
“The development of living radical processes, such as ATRP, is arguably one of the biggest things to happen in polymer chemistry in the past few decades,” he added. “This new discovery will significantly further the whole field.”
Explore further: Cornell-developed polymer has commercial debut
More information: Journal of the American Chemical Society, pubs.acs.org/doi/abs/10.1021/ja510389m
Journal reference: Journal of the American Chemical Society
Provided by University of California – Santa Barbara
Dec. 17, 2014
Tyzor® Activate PET Catalyst Increases PET Profitability Across The Value Chain
HOUSTON, /PRNewswire/ — Dorf Ketal Speciality Catalysts, LLC – Tyzor® ACtivate™ PET catalyst improves the resin producer’s position in the
value chain by increasing profitability on a per metric ton basis and delivering a differentiated PET resin. This message was delivered by Dorf Ketal to resin
producers, converters and brand owners through new technology forums conducted as part of sponsorships to ICIS PET Value Chain conferences in Amsterdam,
The Netherlands, Miami, FL, USA andSingapore.
“We saw major themes emerge from discussions with producers, converters and brand owners across the regions,” said Ralph Wagner, Director of Marketing and
Business Development for Dorf Ketal. “Commoditization of PET resin is increasing. Excess resin production capacity and a continued shift in power to buyers
and specifiers of PET resin are two factors driving this commoditization. PET commoditization is then accelerated by the PET producers’ reduced appetite for
innovation. Commercializing a new resin requires significant investment and producers are not going to invest in innovation if they won’t be paid for it.”
“PET resins producers are faced with tremendous challenges to maintain or even achieve profitability,” said Andrea Smith, Technical Marketing Manager for Dorf
Ketal. “Tyzor ACtivate catalyst technology can improve their profitability per metric ton PET and produce a differentiated PET resin for their customers. Enhanced
resin performance is attributed to changes in the temperature of crystallization on the heat up and cool down curves for resins catalyzed with ACtivate. This
translates into reduced molding cycle times for bottle preforms and increased light weighting for Hot Fill bottles.”
“Chinese resin producers and specialty resin and film producers in Europe and North America have accelerated evaluation programs to utilize this technology,”
said John McChesney, Global General Manager for Dorf Ketal. “Converters see the value and are aggressively evaluating how they can bring this technology
into their product development plans. We are optimistic that ACtivate PET catalysts technology will increase PET profitability across the PET value chain.”
About Dorf Ketal
Dorf Ketal Speciality Catalysts LLC, based in Houston, TX is a wholly owned subsidiary Dorf Ketal Chemicals LLC. Dorf Ketal (I) Pvt. Ltd. (www.dorfketal.com) is
a privately owned specialty chemical company based in Mumbai, India with operations in the Asia Pacific, the EU, South America and the USA. Dorf Ketal is the
industry’s fastest-growing provider of formulated specialty chemicals to upstream and downstream hydrocarbon markets and the market leader in organometallic
catalysts and cross-linkers serving a broad range of applications and industries. The firm’s innovative chemistries are reflected in numerous patents and a
corporate vitality index of more than 35 percent. Dorf Ketal is a Responsible Care® company with RCMS, ISO 9001, ISO 14001 and OHSAS 18001
certifications.
Company Contact
John McChesney
Apr. 23, 2012
Titanium-based additive reduces PET reheat blow energy by 38%

By Stephen Moore
Published: April 2012
An independent comparative study carried out by stretch blowmolding machine vendor Sidel (Le Havre, France) has shown that Joule RHB titanium nitride-based PET reheat additive from ColorMatrix (Knowsley, UK), offers the largest carbon footprint reduction in PET preform processing, while maintaining superior performance and aesthetic qualities.
Clarity and reheat capability are maintained after five process histories in preforms containing Joule RHB reheat additive.
Joule RHB is compounded into PET resin by the supplier during the polymerization process. ColorMatrix also offers a similar product known as SmartHeat, which can be added by the processor to the PET melt at the preform injection stage.
The study compared resin containing 5 ppm Joule RHB-2, an inert blue-shaded inorganic particulate, with a typical 5-ppm carbon black commercial reheat resin and a commercial non-reheat resin. Joule RHB-2 outperformed the other materials in terms of near infrared absorption, L* luminance (an indication of container clarity), reheat efficiency and energy use.
These reductions in energy use, energy cost and CO2 emissions coupled with superb recycling credentials reportedly make Joule RHB-2 the natural choice for PET processors wishing to improve the sustainability and environmental credentials of their products.
Sidel tested the three materials in the form of 18.8g, 500-ml carbonated soft drink (CSD) bottles and compared various qualitative characteristics.
Examining preform temperatures at constant power levels showed Joule RHB-2 was significantly more effective at increasing infrared absorption than the current commercial alternative: its temperature was 125°C, compared to 114°C and 96°C in the untreated resin. At 5.8°C reheat per ppm additive, Joule RHB-2 was 60% more efficient in terms of reheat than the commercial alternative (3.6°C per ppm).
Using data from the Sidel study, ColorMatrix determined the energy required to blow one metric ton of PET. With no reheat additive, this was 221 kWh. 19% energy savings were enabled with the commercial carbon black reheat resin (179 kWh) but a reduction of 38% (to just 138 kWh) was made possible by Joule RHB.
The energy reduction enabled by ColorMatrix’s technology was then translated into financial savings and cuts in carbon footprint. Assuming a cost of €0.07/kWh (9¢), Joule RHB-2 offered almost double the cost savings and twice the CO2 reduction of the alternative reheat agent. At the same time, inspection of container clarity (L* luminance) showed these notable processing benefits were accompanied by good container clarity.
ColorMatrix has built on the results of the Sidel study and developed a simple but representative PET resin calculator, which is now available as an app via the Apple ITunes at this link. Processors just need to specify their annual PET tonnage and energy cost per kWh, and the calculator shows them what energy, CO2 and financial savings they might expect to achieve using ColorMatrix technologies.”
Joule RHB is available as a 10% liquid dispersion in ethylene glycol and is suitable for use in all PET process technologies. FDA and EU food contact approved for use in PET bottle resins, it is used at 2-10 ppm depending on container type, size and thickness.
ColorMatrix also notes that Joule RHB and SmartHeat continue to function perfectly in terms of thermal properties and clarity over multiple resin recycling cycles.-mpweditorial@ubm.com
Nov. 29, 2011
Teijin introduces new Octa multi functional fibre

Polyester fibres producer Teijin Fibers has developed a unique polyester fibre with a distinctive, highly modified cross-section with
eight projections aligned in a radial pattern around a hollow fibre. The new fibre, named Octa after its octopus-like appearance, is
said to offer rapid sweat absorption and drying, low weight, heat shielding/insulation and useful bulkiness.
Octa will be marketed from April 2012 for next-to-skin applications such as underwear and sportswear and for fashion apparel and
other uses.
Commenting on the fibre’s appearance and properties Teijin said: “The voids between the eight projections result in a highly
functional fibre for sweat absorption, rapid drying and bulkiness. The voids also improve heat shielding and insulation properties,
as well as create the lightweight feel of hollow yarn at roughly half the weight of yarn of similar thickness.”
According to Teijin, Octa can also be used in combination with other fibres through false twisting, combined filament processing
and two-strand yarn spinning. Teijin says the modified cross-section fibres enable new functions to be added and the appearance
and texture of original fibres to be altered.
Teijin Fibers’ line-up also includes a polyester fibre with a triangular cross-section offering a glossy appearance, a hollow,
thin-walled polyester fibre that traps large quantities of non-flowing air for thermal insulation, a polyester fibre with a cross-section
of four flat peaks for superior sweat absorption and quick drying, and a false-twisted polyester fibre with an irregular cross-section.
Increased modification and thinness can decrease fibre strength, but Teijin Fibers says it overcame these limitations by leveraging
its proprietary fibre-making technologies to develop Octa fibre with its unique, highly modified cross-section.
Based in Tokyo and Osaka, Japan, Teijin is a global technology-driven group operating in eight main fields: aramid fibres, carbon
fibres & composites, polyester fibres, plastics, films, medical & pharmaceuticals, fibre products marketing and IT businesses.
Teijin Limited, the holding company for the Teijin Group, is listed on the Tokyo and Osaka stock exchanges. The group,
comprising 150 companies and 17,542 employees worldwide, had consolidated sales of JPY 815.7 billion (USD 10.6 billion) and
total assets of JPY 761.5 billion (USD 9.9 billion) in the fiscal year ending March 31, 2011.
Oct. 22, 2010
Modification of Polyester Fibers by Bactericides Using Crazing Mechanism
This paper deals with the study of poly(ethylene terephthalate) (PET) fiber modification by antimicrobial substances following
the crazing mechanism. The highest mean number of crazes and their maximal degree of opening in PET fibers subjected to
tension in surface-active bactericidal liquids are reached when the plastic flow of PET begins and necks appear on the fibers.
Further straining of the fibers results in a gradual transformation of the material into a fibrillar structure of strands that close the
crazes. It is established that the amount of the bactericidal liquid captured by the crazes is 0.9 to 3.3 wt.% of the PET material
and that the liquid localizes predominantly in the polymer amorphous phase. PET fibers treated by the developed liquids using
the procedure developed preserve their antimicrobial properties after 10 to 50 cycles of heat-wet treatment.
From V. A. Goldade 1 | L. S. Pinchuk 1 | N. S. Vinidiktova 1
1V. A. Belyi Metal-Polymer Research Institute of National Academy of Sciences of Belarus, Gomel, Belarus
May 22, 2010
PolyOne Launches Breakthrough Liquid Color Solution
May 18, 2010
CLEVELAND – PolyOne Corporation (NYSE: POL), a premier global provider of specialized polymer materials, services and
solutions, today announced the introduction of OnColor Complete™ Liquid Color Solutions, a revolutionary, eco-friendly liquid
colorant system that helps converters and OEMs reduce costs, eliminate waste, and improve safety.
By combining proprietary technology with state-of-the-art liquid colorants and refillable containers in a first-of-its-kind, closed-loop system, OnColor Complete Liquid Color Solutions help manufacturers:
Reduce operating costs and enhance employee safety – Eliminate spillage and mess while simplifying material change outs and
clean up.
Enhance sustainability and reduce disposal costs – Eliminate waste and storage associated with unused colorant and disposal of discarded containers.
Reduce capital investment – Enhances leverage of capital resources.
Optimize supply chain management – Simplifies inventory management and replenishment process.
Reduce total cost to color – Reduced let-down ratios versus solid colorants.
Capture the inherent benefits of liquid color – Excellent color dispersion, no pre-drying, no heat history.
OnColor Complete Liquid Color Solutions are a comprehensive liquid colorant management system that combine PolyOne colorant
and additive expertise with technologies from Riverdale Color Company and Clearfield Color LLC. Specific highlights of the system include:
OnColor Complete™ Metering System – Integrated delivery, feed, dosing pump and drum system based upon patent pending technology, eliminates mess, equipment investment, equipment maintenance and provides a refillable eco-friendly solution.
OnColor Precision™ Liquid Colorants – Single dispersed pigment colorants made available through an exclusive agreement with Riverdale Color Company.
OnColor™ Delivery Service – A unique, returnable system that provides colorant delivery and replenishment. Empty drums are
returned for refilling and reuse.
“The launch of OnColor Complete Liquid Color Solutions underscores PolyOne’s commitment to specialized solutions that bring
real economic benefit to our customers’ bottom line,” said John Van Hulle, president of PolyOne Global Color and Additives. “For
the first time in history, customers now have a cost-effective, hassle-free and fully sustainable solution that allows them to lower
their total cost of operations with liquid color.”
According to Paul Maguire, president, Clearfield Color, LLC, and Riverdale Color Company, “This revolutionary new approach to
liquid color delivery combines best-in-class equipment and colorant technologies from the world’s leading providers. This is the
first truly robust closed-loop system that is both practical and environmentally sound. We are excited at the prospect of helping customers capture the benefits of liquid color without the hassles.”
OnColor Complete Liquid Color Solutions is currently available in North America. It will be available later this year in Europe and
by early 2011 in Asia. For information about OnColor Complete Liquid Color Solutions, go to www.polyone.com/OnColorComplete.
About PolyOne
PolyOne Corporation, with 2009 annual revenues of $2.1 billion, is a premier provider of specialized polymer materials, services
and solutions. Headquartered outside of Cleveland, Ohio U.S.A., PolyOne has operations around the world. For additional
information on PolyOne, visit our Web site at www.polyone.com.
About Riverdale Color Company and Clearfield Color LLC
Riverdale Color Company and Clearfield Color LLC are part of the Maguire family of companies. Headquartered in Perth Amboy,
NJ U.S.A., Riverdale is an international supplier of liquid colorants and additives to the plastics industry. Email: contactus@riverdalecolor.com. Visit www.riverdalecolor.com. Clearfield Color provides liquid color equipment and services for
closed-loop systems incorporating delivery, metering into the plastics process, and replenishment of supplies. The company is headquartered in Aston, PA U.S.A. Email: contactus@clearfieldcolor.com. Visit www.clearfieldcolor.com.
Wednesday, 14 April 2010
Nano-Tex introduces three new repellency innovations
April 14, 2010 (USA)
Nano-Tex, a leading fabric innovation company providing nanotechnology-based textile enhancements, announced today three
new products – All Conditions, Speed Dry and Repels Water – to their current industry leading portfolio of repellency solutions.
While Nano-Tex has a long history of innovation and category leadership in the repellency market, these new products extend
the company’s relevance into new merchandise categories.
The new products include:
All Conditions – Designed specifically for outdoor apparel (hiking, fishing, camping) All Conditions provides extremely durable
resistance to the elements like rain, sleet and snow, all while maintaining breathability, air permeability and moisture vapor
transfer, so the wearer stays dry and comfortable, even during physical exertion. In addition, All Conditions improves the
abrasion resistance of the fabric by at least 50%, which is especially important in more rugged environments. All Conditions
is also compatible with special finishes, such as localized abrasion and enzyme treatments, without degrading performance.
All Conditions will begin appearing on fleece and denim garments at retail in Fall 2010.
Speed Dry – This new innovation improves the drying rate of swimwear, board shorts and activewear by at least 50%, thus
increasing wearer comfort by reducing chafing and wetness against the skin. Speed Dry provides permanent performance whether
used in salt water, fresh water or water with chlorine. Consumers will find swimwear and board shorts with this amazing quick dry technology starting Summer 2011.
Repels Water – Designed specifically for patio furniture, awnings, and juvenile hard goods, Repels Water provides durable protection
for items exposed to the harsh elements, and increases abrasion resistance, therefore keeping all of your outdoor items looking
new season after season. Products with Repels Water will begin appearing in stores this summer.
Nano-Tex is a leading fabric innovation company providing nanotechnology-based textile enhancements to the apparel, home and commercial/residential interiors markets. Nano-Tex is headquartered in Oakland, Calif., with operations across the United States,
Asia and Europe.
Monday, 08 February 2010
Verdezyne Produces Adipic Acid Biologically
CARLSBAD, Calif.–(BUSINESS WIRE)–Verdezyne, Inc., a privately-held synthetic biology company developing processes for renewable chemicals and fuels, today announced they are developing a new fermentation process for the production of adipic acid.
Verdezyne achieved proof of concept in this development program by demonstrating production and recovery of adipic acid by a
yeast microorganism from an alkane feedstock. Using proprietary technologies, Verdezyne discovered and is engineering a
proprietary metabolic pathway that can utilize sugar, plant-based oils or alkanes.
This is Verdezyne’s first major milestone towards demonstrating an entirely feedstock flexible fermentation process for the
production of bio-based adipic acid. The benefit of a feedstock flexible process is the ability to maintain a sustainable cost
advantage regardless of future energy volatility. In addition to cost advantages, Verdezyne’s fermentation process will reduce greenhouse gas emissions compared to the traditional petrochemical production of adipic acid.
“Our estimates indicate at least a 20% cost of manufacturing advantage for bio-based adipic acid depending on the feedstock selected,” stated E. William Radany, Ph.D., President and Chief Executive Officer, Verdezyne. “Rising consumer interest in
bio-based products combined with a sustainable cost advantage makes Verdezyne’s adipic acid process a compelling proposition
for future production.”
Verdezyne is engineering the metabolic pathway to boost organism performance at lab scale and intends to partner for scale-up demonstration in the next year. In parallel, Verdezyne continues to make metabolic pathway improvements to utilize renewable feedstocks such as sugar.
“The petrochemical industry is looking for a cost-efficient alternative to produce this valuable chemical and we are thrilled that Verdezyne’s platform is demonstrating considerable promise for commercialization of bio-based adipic acid,” says Stephen
Picataggio, Ph.D., Chief Scientific Officer, Verdezyne.
The global adipic acid market was approximately $4.9 billion in 2009 with its two major applications being polyamides and polyurethanes. Adipic acid is an important engineering resin for well-established markets like automotive, footwear, and construction and is used in everyday products such as carpets, coatings, furniture, bedding and automobile parts.
Verdezyne’s Platform Technology
Verdezyne’s novel combinatorial approach to pathway engineering rapidly creates and harnesses genetic diversity to optimize a metabolic pathway. The company’s unique computational and synthetic biology toolbox allows effective design, synthesis and expression of synthetic genes in a heterologous recombinant microorganism. Rather than manipulating one pathway gene at a
time, the company uses synthetic gene libraries to introduce diversity into each pathway gene. Combinatorial assembly of multiple pathway genes introduces enzymatic diversity into a metabolic pathway, and biological selection or high-throughput screening
identifies the most productive combination of pathway genes.
About Verdezyne
Founded in 2005, Verdezyne, formerly known as CODA Genomics, is a privately-held company that integrates its proprietary core technologies to direct the evolution of novel metabolic pathways for cost-effective commercial production of biofuels and platform chemicals. Investors in Verdezyne include OVP Venture Partners, Monitor Ventures, Tech Coast Angels and Life Science Angels. For more information on Verdezyne, visit www.verdezyne.com.
Tuesday, 23 November 2009
New process to produce PLA reduces cost and complexity
The current common technique for producing PLA is both expensive and complex,and it involves bacterial fermentation and then chemical polymerization.
A collaboration between KAIST University (Korea) and LG Chem has developed a new process which produces PLA using the
same resources. The process is a one-step direct fermentation, but it utilizes a slightly unsavory, though common bacterial component: E. coli. By developing a strategy which combines metabolic engineering and enzyme engineering, the team has
developed an efficient bio-based one-step production process for PLA and its copolymers.
This means that a developed E. coli strain is now capable of efficiently producing unnatural polymers, through a one-step
fermentation process. The polyesters and other polymers we use everyday are mostly derived from fossil oils made through
the refinery or chemical process.
The idea of producing polymers from renewable biomass has attracted much attention due to the increasing concerns of
environmental problems and the limited nature of fossil resources. PLA is considered a good alternative to petroleum based
plastics as it is both biodegradable and has a low toxicity to humans.
Though the use of E. coli in the process seems at first unsettling, the benefits of such a process are readily apparent. Reduced production cost would allow for greater use of PLA in plastic products, possible reducing or even replacing the need for many of
the non-biodegradable, petroleum-based products presently in use. Though it may indeed be a small step, the research adds
another bio-friendly product to a stack of growing “greener” products and resources.
Tuesday, 07 October 2009
JDSU Introduces New Titanium-Based Color Shifting Pigments
Emerald and Aquamarine Pigments Available to Provide Striking Effects and Brand Differentiation for Consumer Electronics,
Sporting Goods and Luxury Packaging
Milpitas, Calif., October 5, 2009 – JDSU (NASDAQ: JDSU and TSX: JDU) today launched its first titanium-based color shifting pigments, called the ChromaFlair® Titanium Series pigment. The new series is specifically designed for brand owners in the
consumer electronics, sporting goods, and luxury packaging markets to help differentiate products with eye catching effects that
can help drive consumer acceptance of individual brands. The new Titanium Series also meets demanding regulatory requirements.
The two colors available today include Emerald, a pigment that shifts from a saturated green into a brilliant purple and Aquamarine, which shifts from neutral silver through teal and into vivid blue. Similar to the existing JDSU pigment products, the Titanium Series pigment products consist of unique, multi-layer flakes that give paints, coatings, plastics, textiles and packaging the ability to change color when viewed from different angles
“Brand differentiation is even more important in a challenging economy, and the new ChromaFlair Titanium Series pigment from
JDSU gives brand owners a powerful new way to use color to command higher value for consumer products,” said John Book,
Custom Color Solutions product manager for the AOT business segment at JDSU.
“The Titanium Series pigment was inspired by the beauty and richness of gemstones – the highly chromatic and dramatic color
shifts to mimic the appearance of jewels,” said Barb Parker, Custom Color Solutions color designer of the AOT business segment
at JDSU. “JDSU created Emerald and Aquamarine pigments specifically because shades of blue continue to be an extremely
popular color choice for enhancing products across a variety of markets worldwide.”
Key benefits of the JDSU ChromaFlair Titanium Series pigment include:
* Satin appearance and highly saturated color – Suitable for enhancing and differentiating packaging and personal electronic accessories such as smart phones.
* Vacuum deposited manufacturing platform – Pigments are created using a high quality and proprietary production method that includes vaporizing metals onto a substrate.
* Easily dispersed composition – Pigments are in the form of tiny flakes that can easily be stirred into paint and plastics without extra processes required to grind into smaller particles.
* Superior hiding power – Reduces the number of coats required to paint an object.
* Environmentally friendly pigment option – Titanium-based composition meets demanding regulatory compliance directives
including CONEG and RoHS regulations.
JDSU introduced its revolutionary ChromaFlair pigments utilizing Color by Physics® technologies in 1997. Brand owners worldwide
use ChromaFlair pigment to differentiate their products.
About JDSU
JDSU (NASDAQ: JDSU; and TSX: JDU) enables broadband and optical innovation in the communications, commercial and
consumer markets. JDSU is the leading provider of communications test and measurement solutions and optical products for telecommunications service providers, cable operators, and network equipment manufacturers. JDSU is also a leading provider of innovative optical solutions for medical/environmental instrumentation, semiconductor processing, display, brand authentication, aerospace and defense, and decorative applications. More information is available at http://www.jdsu.com/.
Friday, 07 August 2009
Microscopically reinforced polymers (thermoplastics, elastomers), without fibers or fillers
Microsopically reinforced polymers: add life, flex endurance, fracture strength. Image (c) Microsoft Inc.
This micro-reinforcement technology enables new applications where existing thermoplastics, elastomers, thermosets, and
reinforcing technologies have not had sufficient toughness or fracture strength, particularly at elevated temperatures, or the ability
to endure flexure for perhaps millions of cycles without severe particulation. In providing these desirable benefits, this new
reinforcement technology does not compromise the base polymer’s inherent characteristics such as heat and chemical resistance.
The technology can be used for elastomers as well as for polymers (both thermosetting and thermoplastic types). The resulting composite is available in sheet precursor form, which can then be converted into different molded shapes. Applications include
those requiring low particulation from conventional fillers (such as pharma or other high-purity applications), those than need
extended life, improved tear strength, or fracture resistance. In one application for a product that had to endure millions of flex
cycles, product life was extended at least 5x by the reinforcement.
Polymers and elastomers are commonly reinforced by using either reinforcing particulate fillers or reinforcing fibers or fabrics
(both woven and non-woven). The drawbacks of using fillers are loss of physical and optical properties as well as the potential for particulation or spallation due to abrasion. Particulation and spallation can be problematic in certain high-purity applications.
Use of reinforcing fibers or fabrics can improve tensile strength, but can adversely affect reinforcement uniformity, resilience (in an elastomer), or restrict processing options. The present technology provides reinforcement on a micro-scale, leading to much more uniform reinforcement without the disadvantages associated with conventional methods.
As a consequence, the reinforcement technique opens elastomers and polymers (both thermosetting and thermoplastic) to new applications where they have been less suitable in the past. Some potential applications are elastomeric articles with greatly
extended flex life and flex endurance without particulation, transparent polymer films with exceptional tear resistance, and
thermoplastic structures such as body panels or packaging with enhanced fracture resistance.
The company currently uses this technology in several commercial products, but is looking for new applications in other areas to
further leverage this unique technology. Potential product form could be articles molded from reinforced polymer sheet. Alternatively, reinforced polymer sheet can be the product for further processing by end users into finished articles. The reinforced polymer cannot
be made available in any other form.
Revolutionary eco-textile dye in the making
March 31, 2009 (UK)
DyeCat Technology
Polyesters used for apparel applications account for over 40% of world textile consumption and their use is increasing, consuming
fossil fuel resources and adding to landfill sites. Polyester coloration is an environmentally unfriendly process, using large amounts
of water and a cocktail of chemicals.
The DyeCat process is a significantly simpler process, which removes the wet processing coloration step altogether. Whereas
dyeing currently occurs after the polymerisation step, involving numerous chemicals and gallons of water requiring treatment, the
use of DyeCats in the process would result in pre-coloured polymer.
DyeCat aims to develop optimized additives for :
Coloration of polymers for apparel, packaging, coatings etc. in both high value and commodity sectors
Functional polymers e.g. intrinsic UV protection, IR applications e.g. security
We have a range of patented technology for the preparation of light absorbing polymeric materials (IR, visible, UV).
Variety of approaches; allows flexibility in :
Polymer composition
Polymer molecular weights and polydispersities
Coloration strength
Range of light absorbing chromophores
Superior coloration technology:
Homogeneous colorant throughout cross section of polymer
Increased wash and light fastness
Greatly improved preparative method:
Significant cost reductions on comparable conventional technology
Reduced environmental impact
The technology is particularly applicable to sustainable, biodegradable polymers such as PLA and PHB.
DyeCat is actively seeking collaborative partnerships and is available for consultancy on a variety of coloration and catalysis issues.
March 07, 2009 (USA)
Americhem expands Antimicrobial offerings for synthetic fiber industry
Americhem Inc, a global provider of custom color and additive solutions for synthetic fibers and polymer-based products, recently introduced a full line of antimicrobial masterbatches for synthetic fiber applications. This will allow customers to achieve increased efficiencies and produce superior end products.
“Americhem continually works to raise the bar in the fibers industry,” said Vaman G. Kulkarni, Ph.D., technical marketing director
for Fibers, Packaging and Films at Americhem. “Americhem has been active in antimicrobial masterbatches since 2003. One of the challenges with melt-spun antimicrobial additives has been achieving dispersion quality suitable for fine denier applications and lower abrasion.”
These challenges are resolved with the new line of antimicrobial masterbatches. They boast significant improvements in dispersion, lower abrasion and higher efficacy. These products are intended for use in fine denier polyester, nylon and polypropylene fibers.
“The dispersion quality and pack life of the new antimicrobial masterbatches are among the best in the industry,” added Roger Threadgill, technology manager at Americhem. “The high concentration of silver in antimicrobial masterbatches provides
cost-effective inhibitory activity against a wide-range of microorganisms including bacteria and fungi, among others.”
Americhem’s new antimicrobials offer improved performance to a wide-array of markets and end-product applications including:
• Sports and Performance Apparel
• Health and Homecare Textiles (bedding and mattresses, upholstery, respiratory masks and uniforms)
• Carpets and Flooring
• Shoes
• Filters
• Artificial turf
“Particularly in today’s business climate, delivering the highest efficiencies, while still allowing our customers to produce a
superior end-product, is extremely important to us,” Kulkarni commented. “In addition to our new antimicrobial range, we are also launching new flame retardants, UV stabilizers and dye-enhancing products. At Americhem, it’s all about going beyond standard performance.”
04 February 2009
An End To Plastic Bottle Pollution
PHOENIX, AZ, January 22, 2009 /EIN News/ — An end to plastic bottle pollution may be in sight. ENSO Bottles, of Phoenix,
Arizona is introducing a biodegradable PET plastic bottle that will change the way we think about plastic.
In 2007, there were more than four (4) billion pounds of PET (polyethylene terephthalate) plastic bottles that were burned or ended
up in landfills, roadsides, streams and oceans. Thousands of years from now they will still be there.
“The pollution problem is enormous and continues to grow,” said Danny Clark, founder of ENSO Bottles, LLC. Clark said ENSO
has developed a more “Earth Friendly” biodegradable plastic bottle. “ENSO knows that biodegradable bottles are just part of the solution, and that’s why ENSO is developing a recycling partner program for consumers, local and state governments,” said Clark.
Clark added that, “Enso bottles are not oxo-biodegradables or PLA (Polylactic Acid). ENSO bottles are 100% biodegradable and 100% recyclable PET plastic bottles. Our PET bottles will biodegrade in anaerobic (no oxygen, no light) and aerobic compostable environments.”
The demand for plastic bottles is growing over 12% annually. PET plastic bottling is being used for everything from food, personal care to cleaning products and the demand for plastic beverage bottles continues to grow.
ENSOs’ biodegradable plastic products provide a solution to one of our growing environmental problems. Clark says, “The world is changing, people are becoming more involved and at ENSO we want to be part of making this a better planet for us and future generations.”
For more information, please visit our website at: http://ensobottles.com
You can also speak with Max Clark, Director of Marketing by phone at: (866) 936-3676 (option 4) or email: publicrelations@ensobottles.com
12 January 2009
Amsler Tex & KARL MAYER co-develop special flame-effect yarn
(Germany)
Flames bring to mind raging infernos, destruction and fire-fighting, but they are also often used to represent passion, romanticism
and startling colour effects. The lace shown here, with its flickering palette of red and yellow and orange, is just one example which arouses the senses and sets pulses racing.
The bright, bold colours blaze playfully and unrestrained over the delicate design, which features luxurious flowers in a simple,
abstract arrangement with ornamental foliage – a classic look in terms of the pattern but a real trail-blazer in terms of the colours
used.
Two specialist companies, KARL MAYER, an experienced manufacturer of warp-knitted lace and Amsler Tex AG, a company with unique ideas and an innovative supplier of equipment for producing fancy yarns, have cooperated to create this textile, which
represents a modern interpretation of the timeless art of seduction.
Amsler Tex AG, a specialist in producing fancy yarns worldwide:
Articles made from products produced by Amsler Tex AG bring diversity to textiles and an air of extravagance to classic favourites, regardless of whether they are being used to produce melange effects in T-shirts, salt-and-pepper effects on denim or a pronounced natural look on shirts.
This Swiss company manufactures machinery for producing fancy and special yarns, has been active at an international level for
more than 40 years, and is regarded as the ‘gold standard’ within the sector.
Several thousand machines running in more than 40 countries worldwide and a considerable growth rate bear testimony to the success of Amsler Tex AG. The experience and creativity of this company and the high quality of the yarns produced by Amsler
are the reasons why this company has enjoyed consistent growth rates.
The equipment produced by this manufacturer produces high-strength yarns, enables the flame effects to be located in just the
right places, can be incorporated into virtually every type of spinning machine, and is complemented by professional software
solutions, both for developing the yarns as well as for the spinning process.
Amsler Tex AG operates a worldwide service network and is always happy to liaise with its clients, enabling it to develop
products specifically tailored to meet the needs of its customers – and KARL MAYER has been particularly impressed by this
strategy.
A new fancy yarn for producing warp-knitted lace:
The product designers at Amsler Tex and KARL MAYER have developed a special flame-effect yarn which is designed to stir the emotions.
The development work was based on an ‘injection’ process. In this process, two yarns are twisted together and short fibres are injected into the form-locking connection. So-called slubs or flames are produced, whose length, thickness and distance apart can
be varied to create different structural effects on the fabric.
The slubs can also be used to produce coloured effects. This gives rise to a whole wealth of design possibilities, which can only
be fully utilised, however, if the yarns can meet the high demands of processing on high-tech warp knitting machines in terms of
their stability, quality and strength. This is backed up by thorough and extensive work carried out by both KARL MAYER and
Amsler Tex.
More Karl Mayer Textilmaschinenfabrik GmbH News…
12 January 2009
Color Leveling Additive Allows Package Designers and Molders to Use the Broadest Palette of Colors
Single, universal machine setting can now accommodate all colors – resulting in faster cycle times, increased production
efficiencies, higher quality output and impressive cost savings
Ampacet offers ProBlend™, a process-optimizing, single-setting “color leveling” additive that offers package designers a broader palette of color possibilities by allowing all colors to run at the same speed without adversely affecting shrinkage, quality or
efficiency, while also controlling cost.
Traditional, color-specific settings can slow production cycles and frustrate molders and quality engineers. “Most molders won’t
slow down or speed up the equipment to accommodate the color they are running,” notes Morgan Gibbs, Director, Technical
Services and Development at Ampacet. “The practice of running different colors at the same speed often causes differences in tolerances that may result in intermittent container leakage issues.”
Ampacet’s ProBlend color leveling additive eliminates warped, non-conforming parts and abolishes time-consuming, color-specific setups by allowing a single temperature/speed setting that allows all colors to shrink to the same degree in order to achieve dimensional stability.
ProBlend can also deliver savings in packaging, where the reduction of scrap from separate color runs, combined with uniform
cycle times, can account for additional packaging cost savings.
“Ampacet’s ProBlend color leveling additive works especially well in polypropylene closures, tubs and containers used for laundry, personal care, food, household chemicals and medical products” says Rich Novomesky, Strategic Business Unit Manager at
Ampacet.
25 October 2008
Brushed Brilliance™ Masterbatch Captures Dimensional Texture, Visual Effects and Optical Character of Aluminum
Masterbatch offers a lower cost, look-alike alternative to brushed aluminum.
Tarrytown, NY: New, Brushed Brilliance™ Masterbatch from Ampacet Corporation, offers an upscale, trendy alternative to
brushed aluminum that captures the luster, visual presentation and textural nuances of metal at a fraction of the cost.
As a more flexible and efficient alternative to metal, plastics made with Brushed Brilliance masterbatch are able to overcome
metal-forming design restrictions and reduce costs. In addition, the Brushed Brilliance masterbatch alternative simplifies
production by eliminating the need to transport containers and formed products to and from secondary color printing or processing
lines, and does not require color mixing or cleanup and disposal of ink or chemicals.
Brushed Brilliance masterbatch captures the excitement, presence and distinctive look of metal with uniform, visually realistic
textures and colors that penetrate deep into the polymer matrix. Hip metallic colors include Crazy Grape, Urban Teal, Monster
Green, Electric Lemonade, Brushed Chrome and Hyper Blue.
Brushed Brilliance Masterbatch, a line extension of LiquidMetals™, utilizes Ampacet’s FormulaX PET technology, which does
not require pre-drying and can be fed directly at the throat of the extruder.
Lighter-weight, “metal look-alike” products made with Ampacet Brushed Brilliance masterbatch improve sustainability, safety and
cost control by eliminating the use, processing steps and expense incurred by primary metals and environmentally-unfriendly
chemicals required for metal finishing and decorating.
Additional cost savings are realized through the reduction of manufacturing bottlenecks, production scrap waste, lower
weight-based shipping fees and loss from dented and scratched product returns.
To download a PDF of this press release, please click here.
http://www.ampacet.com/usersimage/File/BrushedBrillianceAluminum.pdf
Introducing Stanyl Diablo OCD2100
Sittard,The Netherlands,14 Nov 2007
DSM Engineering Plastics introduces new high performance grade of Stanyl® for under the bonnet applications.
To meet the needs of the Automotive industry, DSM Engineering Plastics has introduced Stanyl Diablo OCD2100. This new grade
is the first member of a next generation family of Stanyl grades that offer a revolutionary improvement in long term thermal stability.
This technology, developed and patented by DSM, extends the functional life of components well beyond the limits of other high temperature polyamides. By limiting thermal oxidative breakdown, Stanyl Diablo withstands more than 3,000 hours temperature exposure up to 230°C with less than 15% loss in mechanical properties.
Requirements for Under The Bonnet (UTB) applications are changing constantly. Environmental requirements, EURO V and VI legislation and the call for reduced fuel consumption have resulted in significant changes, e.g. the use of smaller engines with
higher turbo pressures and EGR (Exhaust Gas Recirculation). As a consequence, automobile UTB components such as air ducts,
air intake manifolds and charge air cooler end-caps are exposed to continuously rising operating temperatures. With increasingly
critical temperature and tougher life time requirements, long term service life of components made from current thermoplastics
can be at risk.
According to Ton Vet, Turbo Systems Application Development Manager at DSM, continuous temperature levels up to 230°C are
now increasingly common for UTB applications: “Stanyl Diablo OCD2100 outperforms current high heat resins on high temperature stability, but also on weldability, weld strength and the weld’s long term heat stability. Longer and better lifetime reliability of parts is also possible because of the material’s low creep and its fatigue behavior. Part design and function can be reached more easily and, more importantly, UTB part reliability can be guaranteed for the lifetime required.”
Dan Bishop, Global Marketing Manager Stanyl, adds: “With Stanyl Diablo OCD2100, metal replacement options have been
expanded tremendously. In addition to the cost reduction that can be achieved by replacing metals, the use of Stanyl Diablo
OCD2100 also offers possible cost down options for applications running in specialty materials such as PPS.
Stanyl allows the cost effective design of UTB applications, thanks to its excellent retention of stiffness at elevated temperatures, superior toughness levels, resistance to greases and oils and – above all – ease of processing, especially when compared to other
High Performance Materials such as PPS, PPA and PEI.”
After an intense study of both chemical and physical degradation mechanisms, DSM Engineering Plastics’ R&D Department was
able to identify the exact material properties that needed to be controlled in order to develop this next generation of high temperature resistant Stanyl Diablo grades.
Willy Sour, Product Development Specialist Stanyl, stresses that this fundamental knowledge of the exact degradation mechanism
is the key to Stanyl Diablo’s success. “Stanyl Diablo does not only rely on traditional anti-oxidants, as is the case for competitive products. By actual control of the oxidation mechanism, loss of mechanical performance is effectively reduced, as shown in the attached pictures of cross sections of long term heat treated test bars. That is why Stanyl Diablo is able to offer best-in-class long
term heat stability.
http://www.dsm.com/en_US/html/dep/news_items/stanyl_diablo.htm
Eastman Chemical Company to Launch New Performance Polymers for the Nonwovens Industry at IDEA 2007
Innovative product portfolio to include water dispersible copolyesters for manufacture of microfiber nonwovens and flushable
nonwovens
Kingsport, Tenn. (March 13, 2007) – Eastman Chemical Company will launch new polymer products and a new brand for the nonwovens industry at IDEA 2007 in Miami, April 24-26.
These technologically advanced water dispersible copolyesters and high-performance polyesters will be highlighted at Booth #2032. Engineered to enable the manufacture of microfiber nonwovens using environmentally friendly processes, these new polymers are
also suitable for applications in disposable/flushable nonwoven materials.
Eastman brings decades of expertise in core polymer platforms and technical support to the nonwovens industry and works closely with customers to offer individualized, market-focused solutions that enable new product development in personal care, hygiene, consumer products, home furnishings, filtration and medical applications.
“Eastman’s strong heritage of research and development, combined with a commitment to operations excellence and quality, has enabled Eastman to be a leader in technology and product innovation,” said Todd Williams, nonwovens global industry leader for Eastman. “The launch of these new products and a new brand is the latest demonstration of Eastman’s ongoing commitment to the nonwovens industry.”
Eastman manufactures and markets chemicals, fibers and plastics worldwide. It provides key differentiated coatings, adhesives
and specialty plastics products; is the world’s largest producer of PET polymers for packaging; and is a major supplier of cellulose acetate fibers. As a Responsible Care® company, Eastman is committed to achieving the highest standards of health, safety, environmental and security performance. Founded in 1920 and headquartered in Kingsport, Tenn., Eastman is a FORTUNE 500 company with 2006 sales of $7.5 billion and approximately 11,000 employees. For more information about Eastman and its
products, visit www.eastman.com.
25-10-2007
Nanoscale Titanium Dioxide Particles in DuPont Light Stabilizer 210 Help Protect Plastics from Sun Damage
(Nanowerk News) DuPont (NYSE: DD – News) today introduced DuPont™ Light Stabilizer 210, a product designed as sun
protection for plastics. The product uses extremely small particles of titanium dioxide to efficiently absorb ultraviolet light,
protecting plastic and anything it covers from the sun’s damaging rays. Because a sizeable percentage of titanium dioxide
particles in the product are nanoscale, it was selected as a demonstration case for application of the Nano Risk Framework
that DuPont and Environmental Defense introduced in June. The Framework is a systematic and disciplined process to evaluate
and address the potential risks of nanoscale materials.
DuPont is the world’s largest manufacturer of titanium dioxide, which is widely used as a pigment in the coatings, plastics and
paper industries. DuPont™ Light Stabilizer 210 is the first in a family of products based on breakthrough DuPont titanium dioxide process technology. It will be available for sale in November.
DuPont™ Light Stabilizer 210 is an additive designed for use in plastics to help protect products from cracking, fading and other
types of solar degradation. Potential applications include sporting goods, outdoor furniture, fabrics and carpet fibers – virtually any plastic product that will be exposed to sunlight. It also can be used in plastic films and sheeting to protect plants in greenhouses or packaged goods from UV light. In testing, DuPont™ Light Stabilizer 210 blocked twice as much ultraviolet light as several classes
of competitive products.
“Our titanium dioxide manufacturing technology has transformed several times in the more than 70 years since it entered the
DuPont product family,” said Richard C. Olson, vice president and general manager – DuPont Titanium Technologies. “It’s
extremely gratifying to see this material transform yet again into a high performance product made using DuPont nanoscale
science.”
“DuPont™ Light Stabilizer 210 is the first product to use the Nano Risk Framework during the development process,” said
Gary K. Whiting, global venture manager for the new product. “Because a portion of the product is less than the threshold 100 nanometers in size, we decided to examine it fully, strictly adhering to the Framework. The Nano Risk Framework is an
additional tool that allowed us to critically examine and thoroughly understand our product.”
DuPont™ Light Stabilizer 210 works by absorbing ultraviolet rays and changing them into small amounts of heat which dissipate quickly without damaging the structure of plastic. The key performance advantage of the new light stabilizer is that its extremely
small particle size provides much more surface area for UV absorption.
The development of DuPont™ Light Stabilizer 210 is an example of DuPont Nanoscale Science & Engineering, an emerging technology domain that is creating new growth opportunities across many sectors of the DuPont business portfolio. The application
of new tools and techniques for the measurement, characterization and control of nanoscale features provides the ability to more precisely tailor known materials to more effectively deliver desired properties and to enhance functional benefits. Nanoscale
Science & Engineering further strengthens the company’s integrated and diverse technology capabilities to create high performance, novel products that meet current and future market needs.
DuPont is a science-based products and services company. Founded in 1802, DuPont puts science to work by creating
sustainable solutions essential to a better, safer, healthier life for people everywhere. Operating in more than 70 countries, DuPont offers a wide range of innovative products and services for markets including agriculture and food; building and construction; communications; and transportation.
The DuPont Oval Logo, DuPont™, and The miracles of science™ are registered trademarks or trademarks of DuPont or its affiliates.
For more information on the Nano Risk Framework, please visit: www.nanoriskframework.com.